ę╗����Īó╗∙▒ŠįŁ└Ē
ĪĪĪĪĄ╚ļxūėĘ█─®Čč║ĖŻ©║å(ji©Żn)ĘQ(ch©źng)PTAŻ®╩Ūę╗ĘNŽ╚▀M(j©¼n)Ą─Čč║Ė╣ż╦ć�����ĪŻ╦³╩Ū▓╔ė├ÜÕÜŌĄ╚ļxūėļŖ╗Īū„¤ßį┤Ż©▐DęŲą═Ą╚ļxūė╗Ī×ķų„�����Ż¼ĘŪ▐DęŲą═Ą╚ļxūė╗Ī×ķ▌oŻ®����Ż¼▓╔ė├Ę█─®ĀŅ║ŽĮū„╠Ņ│õ┴ŽĄ─ūįäė(d©░ng)Čč║ĖĘĮĘ©���ĪŻłD1╩ŪPTA╗∙▒Š▀^(gu©░)│╠╩ŠęŌłD����ĪŻį┌▓╔ė├┬ō(li©ón)║Žą═Ą╚ļxūė╗ĪćŖ║ĖĢr(sh©¬)�����Ż¼ę╗░Ń▓╔ė├ę╗¾w╗»Ą╚ļxūė║ĖÖCļŖį┤��Ż¼Ęųäe╣®ĮoĘŪ▐DęŲ╗Ī║═▐DęŲ╗Ī����ĪŻā╔éĆ(g©©)ļŖį┤Ą─žōśO▓ó┬ō(li©ón)į┌ę╗Ų��Ż¼═©▀^(gu©░)ļŖ└|Įėų┴ćŖ║ĖśīĄ─µuļŖśOŻ©žōśOŻ®����ĪŻĘŪ▐DęŲ╗ĪļŖį┤š²śO═©▀^(gu©░)ļŖ└|ĮėćŖ║ĖśīćŖūņ����Ż¼▐DęŲ╗ĪļŖį┤š²śO═©▀^(gu©░)ļŖ└|Įė╣ż╝■�ĪŻ└õģs╦«═©▀^(gu©░)╦«└õļŖ└|ę²ų┴║Ėśī?zhu©Īn)¼└õģsćŖūņ║═ļŖśO���ĪŻÜÕÜŌ═©▀^(gu©░)ļŖ┤┼ÜŌķy║═ĖĪūė┴„┴┐ėŗ▀M(j©¼n)╚ļćŖ║Ėśī�ĪŻļŖį┤Įė═©║¾����Ż¼ĮĶų·Ė▀Ņl╗╗©ę²╚╝ĘŪ▐DęŲ╗Ī�ĪŻį┘ĮĶų·ĘŪ▐DęŲ╗Ī╗Īčµį┌µuļŖśO║═╣ż╝■ų«ķgįņ│╔Ą─ī¦ļŖ═©Ą└���Ż¼ę²╚╝▐DęŲ╗Ī�ĪŻ▐DęŲ╗Īę²╚╝║¾�Ż¼┐╔▒Ż┴¶╗“ŪąöÓĘŪ▐DęŲ╗Ī���ĪŻų„ę¬└¹ė├▐DęŲ╗Īį┌╣ż╝■▒Ē├µ«a(ch©Żn)╔·╚█│ž�ĪŻ║ŽĮĘ█─®ė╔╦═Ę█Ų„░┤ąĶę¬┴┐▀B└m╣®Įo��Ż¼ĮĶų·╦═Ę█ÜŌ┴„Ż©ę▓ė├ÜÕÜŌŻ®╦═╚ļ║Ėśī?zhu©Īn)¼▓ó┤Ą╚ļļŖ╗Īųą����ĪŻ║ŽĮĘ█─®į┌╗Īų∙ųą▒╗ŅAŽ╚╝ė¤ß���Ż¼│╩╚█╗»╗“░ļ╚█╗»ĀŅæB(t©żi)���Ż¼ćŖ╔õĄĮ╣ż╝■╚█│ž└’�����Ż¼į┌╚█│ž└’│õĘų╚█╗»�����Ż¼▓ó┼┼│÷ÜŌ¾w║═ĖĪ│÷╚█į³��ĪŻ═©▀^(gu©░)š{╣Ø▐DęŲ╗Ī║═ĘŪ▐DęŲ╗ĪļŖ┴„����Ż¼╦═Ę█┴┐║═Ųõ╦³╣ż╦ćęÄĘČģóöĄ��Ż¼üĒ(l©ói)┐žųŲ╚█╗»║ŽĮĘ█─®║═é„▀fĮo╣ż╝■Ą─¤ß┴┐���ĪŻļSų°(zh©┤)║Ėśī║═╣ż╝■Ą─ŽÓī”ęŲäė(d©░ng)���Ż¼║ŽĮ╚█│žų─²╣╠��Ż¼▒Ńį┌╣ż╝■╔Ž½@Ą├╦∙ąĶꬥ─║ŽĮ╚█Ę¾īė��ĪŻ
Č■����Īó╠ž³c(di©Żn)
ĪĪĪĪ
Ą╚ļxūėČč║Ėė╔ė┌└¹ė├Ą╚ļxūė╗Īū„¤ßį┤║═▓╔ė├║ŽĮĘ█─®ū„╠Ņ│õĮī┘�����Ż¼Å─Č°┼cŲõ╦¹▒Ē├µČč║ĖĘĮĘ©ŽÓ▒╚▌^�Ż¼Š▀ėąęįŽ┬╠ž³c(di©Żn)Ż║
Ż©1Ż® ╔·«a(ch©Żn)┬╩▌^Ė▀�����Ż¼─┐Ū░╚█Ę¾┬╩▀_ĄĮ┴╦9╣½Į’/ąĪĢr(sh©¬)����Ż¼ĮėĮ³╔·«a(ch©Żn)┬╩Ė▀Ą─┬±╗Īūįäė(d©░ng)║Ė�Ż¼│¼▀^(gu©░)┴╦│Żė├Ą─╩ų╣żļŖ╗ĪČč║Ė║═č§╚▓čµČč║Ė�����ĪŻ
Ż©2Ż®─Ė▓─ī”║ŽĮø_ĄŁ┬╩Ą═�Ż¼ė╔ė┌╣ż╦ć╔Ž┐╔š{ęÄĘČ▓ŅöĄČÓ��Ż¼─▄ų„äė(d©░ng)┐žųŲ¤ß┴┐▌ö╚ļ�Ż╗║ŽĮĘ█─®į┌╗Īų∙ųą▒╗ŅAŽ╚╝ė¤ß����Ż¼│╩ćŖ╔õĀŅ▀^(gu©░)Č╔ĄĮ╚█│ž�����Ż¼ī”ļŖ╗Ī┤Ą┴”ėąŠÅø_ū„ė├�����Ż¼╚█│ž╩▄¤ßŠ∙ä“��Ż¼ę“Č°┐╔┐žųŲ─Ė▓─╚█╔Ņ�����Ż¼ĮĄĄ═─Ė▓─ī”║ŽĮĄ─ø_ĄŁ┬╩���ĪŻø_ĄŁ┬╩┐╔┐žųŲį┌5-15%ĘČć·ā╚�����Ż¼ĮėĮ³č§╚▓Čč║Ė�����Ż¼Č°┤¾┤¾Ą═ė┌Ųõ╦¹ĘĮ╩ĮĄ─Čč║Ė����ĪŻ
Ż©3Ż®Čč║Ėīė│╔ą╬ŲĮš¹��Īó╣Ō╗¼�Ż¼│╔ą╬│▀┤ńĘČć·īÆ▓ó┐╔Š½┤_┐žųŲ�����Ż¼═©▀^(gu©░)Ė─ūāęÄĘČģóöĄ�Ż¼ę╗┤╬ćŖ║Ė┐╔┐žųŲīÆČ╚3-40║┴├ū��Ż¼║±Č╚0.25-8║┴├ū����Ż¼▀@╩ŪŲõ╦¹Čč║ĖĘĮĘ©ļyęįīŹ(sh©¬)¼FĄ─�ĪŻ
Ż©4Ż®Čč║Ėīė┘|(zh©¼)┴┐║═╣ż╦ćĘĆČ©ąį║├�Ż¼ė╔ė┌Ą╚ļxūė╗ĪĘĆČ©ąį║├�Ż¼═ŌĮńę“╦žĄ─Ė╔ö_Ż©ų▄?ch©ź)·ÜŌ┴„Ą─┴„ä?d©░ng)�Ż¼ćŖ║ĖśīŠÓ╣ż╝■Ą─Ė▀Ą═���Ż¼ĮŪČ╚Ą─╬óąĪūā╗»Ą╚Ż®ī”ļŖģóöĄŻ©╗Īē║��Īó╗ĪļŖ┴„Ż®║═ļŖ╗ĪĘĆČ©ąįė░Ēæ▌^ąĪ��Ż¼Å─Č°╩╣╣ż╦ćęūė┌ĘĆČ©��ĪŻ║ŽĮĘ█─®╚█╗»│õĘų��Ż¼’w×R╔┘�Ż¼╚█│žųą╚█į³║═ÜŌ¾węūė┌┼┼│²����Ż¼╚▌ęūŽ¹│²║Ėīėā╚ÜŌ┐ū���Ż¼ŖAį³Ą╚┘|(zh©¼)┴┐╚▒Ž▌�ĪŻė╔ė┌Ą╚ļxūė╗Ī£žČ╚Ė▀�Ż¼¤ß┴┐┐ā(j©¼)ųą��ĪŻćŖ║Ė╦┘Č╚┐ņ�Ż¼ę╗┤╬╚█│╔���Ż¼╩╣╣ż╝■¤ßė░Ēæģ^ąĪ����ĪŻČč║Ėīė║ŽĮĮM┐ŚŠ¦┴Ż╝Ü���Ż¼ė▓Č╚║═╗»īW(xu©”)│╔ĘųŠ∙ę╗��Ż¼ćŖ║Ėīė┘|(zh©¼)┴┐║├�ĪŻ
Ż©5Ż®║ŽĮĘ█─®ųŲéõ║å(ji©Żn)▒Ń�Ż¼╩╣ė├▓─┴ŽĘČć·ÅV�ĪŻČč║Ėė├║ŽĮĘ█─®ŽĄ╚█¤Æ║¾ų▒ĮėņF╗»│╔Ū“ĀŅĘ█─®����Ż¼ųŲéõ║å(ji©Żn)▒Ń����Ż¼▓╗Ž¾ĮzśO▓─┴Ž─Ūśė���Ż¼╩▄ĶTįņ����Īó▄łųŲ���Īó░╬Įz�����Īó─źŽ„Ą╚╝ė╣ż╣ż╦ćŽ▐ųŲ���Ī����Ż┐╔░┤ąĶę¬┼õĘĮ��Ż¼╚█¤Æ│╔Ė„ĘN│╔Ęų▓╗═¼Ą─║ŽĮĘ█─®�Ż¼½@Ą├Ė„ĘN▓╗═¼ąį─▄Ą─║ŽĮ╚█║Ėīė���Ż¼ęį▀mæ¬▓╗═¼Śl╝■Ž┬ī”┴Ń▓┐╝■▒Ē├µąį─▄Ą─ę¬Ū¾�ĪŻćŖ║Ė║ŽĮ▓─┴ŽĄ─ĘNŅÉ(l©©i)ČÓ����Ż¼ėąŌÆ╗∙���Īóµć╗∙���ĪóĶF╗∙���ĪóŃ~╗∙Ą╚��ĪŻę╗░ŃŠ▀ėąė▓Č╚Ė▀����Īó─═─ź����Īó─═¤ß����Īó─═Ė»╬gĄ─║ŽĮ��Ż¼╩ŪļyęįųŲ│╔ŠĆ(xi©żn)▓─║═ė├Ųõ╦¹╣ż╦ćĘĮĘ©Čč║Ė�Ż¼Č°īó▀@ą®║ŽĮųŲ│╔Ę█─®�����Ż¼ė├Ą╚ļxūėćŖ║Ėģs╩Ū║å(ji©Żn)▒ŃęūąąĄ─���ĪŻ
Ż©6Ż®Čč║Ė▀^(gu©░)│╠ūįäė(d©░ng)▀M(j©¼n)ąą�����Ż¼ęūė┌īŹ(sh©¬)¼FÖCąĄ╗»║═ūįäė(d©░ng)╗»▓┘ū„����Ż¼£p▌pä┌äė(d©░ng)ÅŖČ╚�ĪŻ
╚²����Īóį┌ķyķT(m©”n)├▄ĘŌ├µųŲįņ╔Žæ¬ė├Ą─ā×(y©Łu)įĮąį
ĪĪĪĪį┌ķyķT(m©”n)├▄ĘŌ├µųŲįņ╔Ž▓╔ė├PTA╣ż╦ć┤·╠µ╩ų╣żļŖ╗ĪČč║ĖŻ©╗“╩ų╣ż╗čµČč║ĖŻ®�Ż¼ūŅ─▄│õĘų░l(f©Ī)ō]PTA╣ż╦ćĄ─╠ž³c(di©Żn)�����Ż¼Č°’@¼F│÷¬Ü╠žĄ─ā×(y©Łu)įĮąį�ĪŻ▀@╩Ūę“×ķķyķT(m©”n)├▄ĘŌ├µ╩ŪķyķT(m©”n)Ą─“ą─┼K”����Ż¼ķyķT(m©”n)├▄ĘŌ├µĄ─ųŲįņ╣ż╦ć║═▓─┴Žų▒ĮėĻP(gu©Īn)ŽĄĄĮķyķT(m©”n)Ą─┘|(zh©¼)┴┐║═╩╣ė├ē█├³���Ż¼ę▓ĻP(gu©Īn)ŽĄĄĮķyķT(m©”n)Ą─ųŲįņ│╔▒Š����ĪŻī”ė┌ķyķT(m©”n)├▄ĘŌ├µę¬Ū¾ėąę╗Č©Ą─ė▓Č╚ĘČć·║═ė▓Č╚Ą─Š∙ä“ąį��Ż¼ę¬Ū¾ėą┴╝║├Ą──═▓┴é¹ąį─▄║═ę╗Č©Ą──═Ė»╬gąį�����Ż¼ī”║ŽĮĄ─│╔Ęųę▓ėąŽÓæ¬Ą─ę¬Ū¾����ĪŻ
ī”ė┌┴┐┤¾├µÅVĄ─ųą£žųąē║ķyķT(m©”n)║═Ė▀ē║ķyķT(m©”n)���Ż¼─═Ė»╬gķyķT(m©”n)����Ż¼Ųõ├▄ĘŌ├µųŲįņ╗∙▒Š╔Ž╩Ū▓╔ė├║ŽĮČč║Ė�ĪŻŲš▒ķ▓╔ė├Ą─╩ų╣żļŖ╗ĪČč║Ė��Ż¼ė╔ė┌─Ė▓─ø_ĄŁ┬╩Ė▀���Ż¼å╬īėČč║Ė▀_▓╗ĄĮė▓Č╚║═║ŽĮ│╔ĘųĄ─ę¬Ū¾�Ż¼ę╗░Ńę¬Čč║Ė2-3īė��ĪŻī”Ė▀£žĖ▀ē║ķy║═─═Ė»╬gķyķT(m©”n)Ą─├▄ĘŌ├µę¬Ū¾Čč║Ė░║┘FĄ─ŌÆ╗∙╗“µć╗∙║ŽĮ���Ż¼▓╔ė├╩ų╣żČč║Ė�Ż¼▓╗āH▓─┴Ž└¹ė├┬╩Ą═���Ż¼Č°Ūę┘|(zh©¼)┴┐ļyęį▒ŻūC��ĪŻ╩ų╣żČč║Ė│╔ą╬║▄▓Ņ�����Ż¼ÖCąĄŪąŽ„┴┐┤¾�����Ż¼▀@ę▓╩Ūė░ĒæųŲįņ│╔▒ŠĄ─ę“╦žų«ę╗�����ĪŻ▓╔ė├PTA╣ż╦ć�����Ż¼Ųõ╣ż╦ć╠ž³c(di©Żn)š²║├╩ŪĮŌøQķyķT(m©”n)├▄ĘŌ├µ╩ų╣żČč║ĖųTČÓå¢(w©©n)Ņ}Ą─ūŅ╝čĘĮ░Ė���Ż¼Ųõ═╗│÷ā×(y©Łu)įĮąįėąŻ║
1����Īó ė╔ė┌┐╔┐žųŲ─Ė▓─ø_ĄŁ┬╩����Ż¼å╬īėČč║ĖŠ═─▄▀_ĄĮė▓Č╚Š∙ä“ąį║═║ŽĮ│╔ĘųĄ─ę¬Ū¾����Ż¼╣Ø╩Ī║ŽĮė├┴┐����ĪŻ
2����Īó ė╚Ųõ▀m║ŽČč║Ė░║┘FĄ─ŌÆ╗∙║═µć╗∙║ŽĮ�����Ż¼ćŖ║Ėīė┘|(zh©¼)┴┐║├��Ż¼║ŽĮ└¹ė├┬╩Ė▀���Ż¼▓╗āH▒ŻūC┴╦┘|(zh©¼)┴┐Č°ŪęĮĄĄ═┴╦├▄ĘŌ├µųŲįņ│╔▒Š��ĪŻ
3���Īó ė╔ė┌Čč║Ėīė│╔ą╬║├��Ż¼▒Ē├µŲĮš¹╣Ō╗¼�Ż¼┐╔ęį▌^Š½┤_Ąž┐žųŲ│╔ą╬│▀┤ń���Ż¼ę“Č°╚▌ęūŪąŽ„��Ż¼£p╔┘ÖCąĄ╝ė╣ż╣żĢr(sh©¬)��ĪŻ
4��Īó ė├ĶF╗∙║ŽĮćŖ║Ė┤·╠µ╩ų╣żČč║Ė2Cr13▓╗ąĶę¬▀M(j©¼n)ąą═╦╗╠Ä└Ē�Ż¼╩ĪĄ¶┴╦═╦╗—┤Ń╗Ą─╠Ä└Ē│╠ą“�����ĪŻ
5�Īó ╔·«a(ch©Żn)ą¦┬╩Ė▀�Ż¼╩Ū╩ų╣żČč║ĖĄ─3▒Čęį╔Ž�����ĪŻ
ė╔ė┌ėą╔Ž╩÷Ą─ā×(y©Łu)įĮąį����Ż¼ę“Č°į┌ķyķT(m©”n)├▄ĘŌ├µĄ─ųŲįņ╔Ž▓╔ė├PTA╣ż╦ć�Ż¼╩Ūā×(y©Łu)┘|(zh©¼)��ĪóĖ▀ą¦��ĪóĄ═║─Ą─ųŲįņĘĮĘ©����Ż¼ėą’@ų°(zh©┤)Ą─╔ńĢ■(hu©¼ )ą¦ęµ║═ų▒ĮėĄ─Įø(j©®ng)Ø·ą¦ęµ����ĪŻ
╦─�����ĪóĮø(j©®ng)Ø·ąįĘų╬÷
ĪĪī”ė┌┴┐┤¾├µÅVĄ─ųą£žųąē║ķyŻ©╚½ć°├┐─Ļ«a(ch©Żn)┴┐╩ŪöĄ╩«╚f(w©żn)揯®�����Ż¼─┐Ū░ųŲįņÅS(ch©Żng)┤¾Č╝▓╔ė├║å(ji©Żn)å╬ęūąąĄ─╩ų╣żČč║Ė2Cr13��ĪŻė├PTA╣ż╦ć─▄ʱ┤·╠µ╩ų╣żČč║Ė2Cr13���Ż¼ĻP(gu©Īn)µIį┌ė┌─▄ʱĮĄĄ═├▄ĘŌųŲįņ│╔▒Š�����ĪŻ├▄ĘŌ├µųŲįņ│╔▒Šų„ę¬ė╔Ż║Ż©1Ż®Čč║Ė▓─┴Ž│╔▒Š�����Ż╗Ż©2Ż®Čč║Ė╣żĢr(sh©¬)│╔▒Š���Ż╗Ż©3Ż®Čč║ĖīėÖC╝ė╣ż│╔▒Š��Ż╗Ż©4Ż®¤ß╠Ä└Ē│╔▒ŠĄ╚śŗ│╔Ī���Ż¼FŠ═▀@╦─ĘĮ├µĘų╬÷Įø(j©®ng)Ø·ąį�ĪŻ
1��Īó Čč║Ė▓─┴Ž│╔▒Š
ĪĪĪĪČč║Ė▓─┴Ž│╔▒Šų„ę¬ė╔Čč║Ė▓─┴ŽĄ─Ž¹║─┴┐║═▓─┴ŽĄ─ār(ji©ż)Ė±╦∙øQČ©����ĪŻī”ė┌─│ę╗ą═╠¢╩ŪęÄĖ±Ą─ķyķT(m©”n)├▄ĘŌ├µČč║ĖīėĄ─║±Č╚�ĪóīÆČ╚╩ŪėąįOėŗę¬Ū¾Ą─�Ż¼Čč║Ė▓─┴ŽĄ─Ž¹║─┴┐╚ĪøQė┌Čč║Ė║ŽĮĄ─└¹ė├┬╩���ĪŻČč║Ė║ŽĮĄ─└¹ė├┬╩ėų╚ĪøQė┌─Ė▓─ø_ĄŁ┬╩║══Ōė^(gu©Īn)│╔ą╬��ĪŻė╔ė┌╩ų╣żļŖ╗ĪČč║Ė─Ė▓─ø_ĄŁ┬╩Ė▀����Ż¼ę¬Čč║Ėā╔▒ķęį╔Ž▓┼─▄Ę¹║Žę¬Ū¾���Ż¼ę“┤╦Čč║Ėīė│╔ŲĘįOėŗ║±Č╚ę╗░Ńę¬┤¾ė┌3mm�ĪŻČ°PTA╣ż╦ć���Ż¼─Ė▓─ø_ĄŁ┬╩Ą═��Ż¼ų╗ę¬║Ėę╗▒ķ╝┤▀_ĄĮę¬Ū¾�Ż¼Čč║Ėīė│╔ŲĘįOėŗ║±Č╚┐╔ĮĄĄ═ĄĮ2mm��ĪŻė╔ė┌╩ų╣żČč║Ė│╔ą╬▓Ņ��Ż¼Ė▀Ą═▓╗ŲĮ�����Ż¼ę╗░Ńę¬╝ė║±╝ėīÆ���Ż¼║ŽĮČč║ĖīėĄ─└¹ė├┬╩āHį┌40%ū¾ėę��ĪŻPTA╣ż╦ć║ŽĮČč║ĖīėĄ─└¹ė├┬╩┐╔▀_70%���ĪŻ
╩ų╣żļŖ╗ĪČč║Ė│²╚ź║ĖŚlĄ─╦ÄŲż║═║ĖŚlŅ^����Ż¼▓─┴ŽĄ─└¹ė├┬╩āH70%�����Ż¼Č°PTA╣ż╦ć║ŽĮĘ█─®Ą─└¹ė├┬╩┐╔▀_95%����ĪŻ
▒Ē1 īóā╔ĘN╣ż╦ćČč║Ė▓─┴ŽŽ¹║─┴┐╝░▓─┴Ž│╔▒Š┘Mė├ū„┴╦▒╚▌^�ĪŻĘų╬÷▒╚▌^ĮY╣¹▒Ē├„��Ż¼ļm╚╗║ĖŚl▒╚║ŽĮĘ█─®▒Ńę╦��Ż¼Ą½ė╔ė┌║ĖŚl╩ų╣żČč║ĖĄ─└¹ė├┬╩Ą═�Ż¼║─┘M▓─┴ŽĄ─ųž┴┐╩ŪPTA╣ż╦ćĄ─3▒ČČÓ�Ż¼ę“Č°╩ų╣żļŖ╗ĪČč║Ė▓─┴Ž│╔▒Š┘Mė├╩ŪPTA╣ż╦ćĄ─1.9▒Č����ĪŻ▀@╩Ūę╗éĆ(g©©)║▄¾@╚╦Ą─öĄūų���Ż¼╚ń╣¹Ė„ķyķT(m©”n)ÅS(ch©Żng)├┐─ĻŽ¹║─Ą─2Cr13║ĖŚl┐éėŗ×ķ100T���Ż¼▓─┴Ž┘M×ķ330╚f(w©żn)╚╦├±Ä┼����Ż¼ė├PTA╣ż╦ć�����Ż¼ĶF╗∙║ŽĮĘ█─®Ž¹║─×ķ33T����Ż¼▓─┴Ž┘Mė├╝s×ķ182╚f(w©żn)���Ż¼āH▓─┴Ž┘Mė├Š═╣Ø╩Ī148╚f(w©żn)���ĪŻ
|
│╔▒ŠĒŚ─┐
|
|
PTA╣ż╦ć
|
ćŖ║ĖFe╗∙║ŽĮ
|
|
╩ų╣żļŖ╗ĪČč║Ė
|
2Cr13
|
|
|
|
├▄ĘŌ├µČč║Ėīė║ŽĮėąą¦ųž┴┐�����Ż¼Kg
|
|
|
1.5
|
1
|
|
Čč║Ėīė║ŽĮ└¹ė├┬╩%
|
45%
|
70%
|
|
Čč║Ėīė║ŽĮųž┴┐, Kg1.43
|
3.33
|
1.43
|
|
Čč║Ė▓─┴Ž└¹ė├┬╩ %
|
70%
|
95%
|
|
Čč║Ė║ŽĮ▓─┴ŽŽ¹║─┴┐���Ż¼Kg
|
4.76
|
1.5
|
|
║ŽĮ▓─┴Žå╬ār(ji©ż)�Ż¼į¬/╣½Į’
|
33
|
55
|
|
▓─┴Ž│╔▒Š┘Mė├���Ż¼į¬
|
157
|
82.5
|
|
▓─┴Ž│╔▒Š┘Mė├ų«▒╚
|
1.9
|
1
|
2�����Īó Čč║Ė╣żĢr(sh©¬)│╔▒Š
Čč║Ė╣żĢr(sh©¬)│╔▒Š╚ĪøQė┌├┐ę╗éĆ(g©©)ä┌äė(d©░ng)┴”Ą─╔·«a(ch©Żn)ą¦┬╩��Ż¼╩ų╣żļŖ╗ĪČč║Ė║═PTA╣ż╦ćČč║ĖČ╝ų╗ąĶę¬ę╗éĆ(g©©)╣ż╚╦▓┘ū„���Ż¼╩ų╣żļŖ╗ĪČč║Ė├┐░Óę╗éĆ(g©©)╣ż╚╦Ą─Čč║Ė┴┐ŲĮŠ∙×ķ12Kgū¾ėę�����Ż¼Č°PTA╣ż╦ć��Ż¼├┐░Óę╗éĆ(g©©)╣ż╚╦Ą─Čč║Ė┴┐┐╔▀_ĄĮ20 Kg����Ż¼░┤ššČč║Ė▓─┴ŽŽ¹║─ų«▒╚���Ż¼╩ų╣żļŖ╗ĪČč║Ė├┐░Óę╗éĆ(g©©)╣ż╚╦╚ń╣¹Čč║Ėķl░Õ×ķ12╝■����Ż¼─Ū├┤PTA╣ż╦ć┐╔ćŖ║Ėķl░Õ×ķ60╝■�����Ż¼╔·«a(ch©Żn)ą¦┬╩╩Ū╩ų╣żļŖ╗ĪČč║ĖĄ─5▒Č�ĪŻ╚ń╣¹╩ų╣żļŖ╣┬Čč║Ė├┐ę╗╝■╣żĢr(sh©¬)┘M×ķ10į¬�Ż¼─Ū├┤PTA╣ż╦ćĄ─╣żĢr(sh©¬)┘M├┐╝■āH×ķ2į¬��ĪŻČč║Ė╣żĢr(sh©¬)│╔▒Š┤¾Ę∙Č╚ĮĄĄ═���ĪŻ
3��ĪóČč║ĖīėÖCąĄ╝ė╣ż│╔▒ŠĪĪĪĪė╔ė┌PTA╣ż╦ć���Ż¼ćŖ║ĖīėŲĮš¹╣Ō╗¼���Ż¼ŪąŽ„┴┐╔┘�����Ż¼ļm╚╗║Ėīėė▓Č╚╠ßĖ▀���Ż¼Ą½┐╔īŹ(sh©¬)¼F▀B└mŪąŽ„���Ż¼▓╗┤“ĄČ����Ż¼┐éĄ─ÖCąĄ╝ė╣ż╣żĢr(sh©¬)ꬥ═ė┌╩ų╣żļŖ╣┬Čč║Ė�Ż¼ÖCąĄ╝ė╣ż│╔▒Š╝sĮĄĄ═20%�ĪŻ
4��Īó¤ß╠Ä└Ē│╔▒Š
╩ų╣żļŖ╣┬Čč║Ė2Cr13��Ż¼░┤ššųŲįņ╣ż╦ć��Ż¼Čč║Ė═Ļ«ģ║¾�����Ż¼ė╔ė┌║Ėīė║▄ė▓¤o(w©▓)Ę©╝ė╣ż����Ż¼ę¬Įø(j©®ng)═╦╗╠Ä└Ē▓┼─▄╝ė╣ż��ĪŻÖCąĄ╝ė╣ż═Ļ«ģ║¾×ķ┴╦▀_ĄĮ├▄ĘŌ├µęÄČ©Ą─ė▓Č╚����Ż¼ėų▒žĒÜĮø(j©®ng)Ė▀Ņl┤Ń╗����Ż¼į┘čą─ź�����ĪŻ║▄ČÓķyķT(m©”n)ÅS(ch©Żng)▓╗ųžęĢ├▄ĘŌ├µ┘|(zh©¼)┴┐����Ż¼═╦╗ÖCąĄ╝ė╣ż║¾���Ż¼▓╗į┘▀M(j©¼n)ąąĖ▀Ņl┤Ń╗╠Ä└Ē�Ż¼▀@śė├▄ĘŌ├µė▓Č╚Ą═�����Ż¼─═▓┴é¹ąį─▄▓Ņ���ĪŻ
PTA╣ż╦ć����Ż¼ćŖ║Ėīėė▓Č╚į┌ęÄČ©ę¬Ū¾Ą─ĘČć·ų«ā╚�����Ż¼▓╗ąĶę¬į┘Įø(j©®ng)▀^(gu©░)¤ß╠Ä└ĒŻ©ćŖ║Ė║ŽĮ¤o(w©▓)┤Ńė▓ąįŻ®���Ż¼Č°╩Ūų▒ĮėĮø(j©®ng)ÖCąĄ╝ė╣ż│╔│╔ŲĘ�����Ż¼┐╔╩Ī╚ź║─ļŖ┴┐┤¾���Ż¼╚▌ęū│÷¼F┘|(zh©¼)┴┐å¢(w©©n)Ņ}Ą─¤ß╠Ä└Ē╣żą“�����ĪŻPTA╣ż╦ć��Ż¼▓╗āH╠ßĖ▀┴╦ķyķT(m©”n)├▄ĘŌ├µ┘|(zh©¼)┴┐�Ż¼Č°ŪęĮĄĄ═┴╦ųŲįņ│╔▒Š��ĪŻ
Å─ęį╔Ž├▄ĘŌ├µųŲįņ│╔▒ŠĄ─Įø(j©®ng)Ø·ąįĘų╬÷�����Ż¼┐╔ęį’@╩ŠPTA╣ż╦ćį┌ķyķT(m©”n)ųŲįņ╔Žæ¬ė├ėąų°(zh©┤)┐╔╠ßĖ▀┘|(zh©¼)┴┐���Ż¼ĮĄĄ═│╔▒Š����Ż¼╠ßĖ▀ą¦┬╩Ą╚’@ų°(zh©┤)Ą─ā×(y©Łu)įĮąį��ĪŻ╚ń╣¹─▄į┌ķyķT(m©”n)ųŲįņąąśI(y©©)▌^╚½├µĄ─═ŲÅVæ¬ė├PTA╣ż╦ć����Ż¼┤·╠µ┬õ║¾Ą─╩ų╣żļŖ╣┬Čč║Ė���Ż¼īó½@Ą├├„’@Ą─╔ńĢ■(hu©¼ )ą¦ęµ��ĪŻ
ÜgėŁ▐D▌dĘųŽĒ�Ż¼▐D▌dūó├„═┌Š“ÖC╝ėķL(ch©óng)▒█����Īó▓śŪÖC╝ėķL(ch©óng)▒█��Īóūź─ŠŲ„��Īó┐ņōQĮėŅ^�Īó╦╔═┴Ų„īŻ(zhu©Īn)śI(y©©)╔·«a(ch©Żn)ÅS(ch©Żng)╝ę-║ŌĻ¢(y©óng)┐ŲĄ┬╣ż│╠ÖCąĄ
╣┘ĘĮŠW(w©Żng)šŠĄžųĘhttp://www.introvertable.comĘŪ│ŻĖąųx�����ŻĪ

 ┤¾ąĪ▒█/╝ėķL(ch©óng)▒█
┤¾ąĪ▒█/╝ėķL(ch©óng)▒█  ═┌Š“ÖC═┌ČĘ
═┌Š“ÖC═┌ČĘ  š±äė(d©░ng)ÕN/┤“śČŽĄ┴ą
š±äė(d©░ng)ÕN/┤“śČŽĄ┴ą  ę║ē║╝¶/ę║ē║ŃQ
ę║ē║╝¶/ę║ē║ŃQ  ╦╔═┴Ų„
╦╔═┴Ų„ 
 ŲŲ╦ķÕN
ŲŲ╦ķÕN  ūź─ŠŲ„Ż©▓µ╩Įūźū”Ż®
ūź─ŠŲ„Ż©▓µ╩Įūźū”Ż® 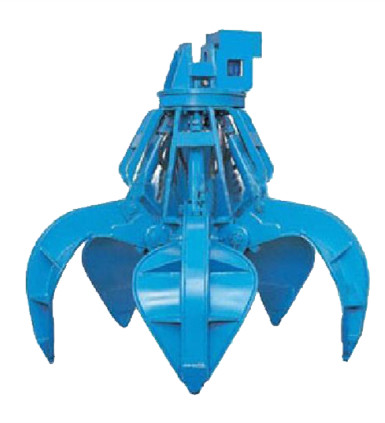 ūźŃQŲ„Ż©├Ę╗©ūźū”Ż®
ūźŃQŲ„Ż©├Ę╗©ūźū”Ż®  ┐ņōQčbų├
┐ņōQčbų├ 







 ┬ō(li©ón)ŽĄ╬ęéā Contact us
┬ō(li©ón)ŽĄ╬ęéā Contact us 
 ╬óą┼Č■ŠS┤a
╬óą┼Č■ŠS┤a  ╬ó▓®Č■ŠS┤a
╬ó▓®Č■ŠS┤a