ı¬Ê¬:░l(f¿í)äËÖCãä˲X╚ªÀÃı²│ú╩ºðºîª╣ñ│╠ÖCðÁÁ─ı²│ú▀\ðð║═╔·«a(ch¿ún)Á─│Í└m(x¿┤)Â╝ò■«a(ch¿ún)╔·▓╗┴╝Ë░Ýæ�����íúÅ─
╔·«a(ch¿ún)ÍãÈýÐb┼õ¯I(l¿½ng)Ë‗?q¿▒)ªÍ▒¢Ëî?d¿úo)Í┬ÀÃı²│ú╩ºðºÁ─ÄÎÀNÃÚør▀MððÀÍ╬÷║═╠¢¥┐��ú¼×Ú¢±║¾╣ñ╦ç╝╝ðg(sh¿┤)©─▀M�íó
ÈO(sh¿¿)éõÁ─ı²│ú▀\ðð╠ß╣®àó┐╝íú
ÛP(gu¿ín)µIÈ~:╣ñ│╠ÖCðÁ;░l(f¿í)äËÖCãä˲X╚ª;╩ºðº
0ʲÐÈ
╣ñ│╠ÖCðÁÊ╗Í▒╩ÃÍÏ┤¾╔·«a(ch¿ún)¢¿ÈO(sh¿¿)¯I(l¿½ng)Ë‗▓╗┐╔╗‗╚▒Á─ÍÏʬÖC¥▀���ú¼Ê‗ãõ╔·«a(ch¿ún)ðº┬╩©▀����íó▀mæ¬(y¿®ng)ÀÂç·ÅV�����íó¦ö│÷╣ª┬╩║═┼ñ¥Ï┤¾Á╚╠ϳc¯H╩▄Ë├æ¶ÃÓ▓AíúË╔Ë┌ÎÈ╔Ý¥▀Ëð╔·«a(ch¿ún)ÙyÂ╚┤¾�íóÍãÈý╣ñ╦ç╦«ã¢Ê¬Ã¾©▀Á╚╠ϳcú¼©¸ç°Â╝░Ð╣ñ│╠ÖCðÁÁ─ÍãÈýÐb┼õ╦«ã¢Î¸×Ú║Ô┴┐Ê╗éÇç°╝Ê╣ñÿI(y¿¿)┐ã╝╝îì┴ªÁ─ÍÏʬÿ╦(bi¿ío)Í¥���ú¼Ë╔┤╦┐╔Êè����ú¼Î¸×ÚäË┴ªÈ┤Á─â╚(n¿¿i)╚╝░l(f¿í)äËÖCÈ┌ı¹éǤÁ¢y(t¿»ng)ÍðÁ─ÍÏʬðÈ▓╗ÐÈ°˸����íú«ö(d¿íng)Íðθ×Ú░l(f¿í)äËÖCãäË║╦ð─┴Ò▓┐╝■Í«Ê╗Á─ãä˲X╚ªú¼Ê╗Á®░l(f¿í)╔·ÀÃı²│ú╩ºðºîóÍ▒¢ËË░ÝæÈO(sh¿¿)éõÁ─ı²│ú╣ñθ║═╩╣Ë├�íú¤Ó▒╚ÀÃı²│ú╩ºðºú¼░l(f¿í)äËÖCãä˲X╚ªÁ─│úÊÄ(gu¿®)╩ºðº¯I(l¿½ng)Ë‗͸ʬ╝»ÍðÈ┌╩╣Ë├¡h(hu¿ón)╣Ø(ji¿ª)��ú¼▀@ÀN│úÊÄ(gu¿®)╩ºðºÁ─│÷¼F(xi¿ñn)î┘Ë┌ÃÚ└ÝÍ«Íð����ú¼Ê‗×ÚÖCðÁ┴Ò▓┐╝■Í╗ʬ▒╗╩╣Ë├¥═ò■«a(ch¿ún)╔·─Ñôp��íóõP╬g║═ø_ô¶Á╚���ú¼▀@ð®╩ºðºð╬╩¢Á─│÷¼F(xi¿ñn)╩Ã░l(f¿í)äËÖCãä˲X╚ªı²│ú╩╣Ë├▀^│╠Íð┴Ò▓┐╝■ãúä┌Á─Ê╗ÀN▒Ï╚╗¢Y(ji¿ª)╣¹ú█1ú¦��íú┼cÍ«¤ÓîªÁ─▀ÇËðÀÃı²│ú╩ºðº����ú¼╦³│÷¼F(xi¿ñn)Á─òrÖCíóð╬╩¢¥▀Ëð║▄┤¾Á─ÙSÖC║═▓╗┤_¿ðÈ���ú¼Á½╩Ã╦³Èý│╔Á─╬ú║ªät¤Ó«ö(d¿íng)ç└ÍÏ�ú¼▓╗âHò■Ë░ÝæÈO(sh¿¿)éõı²│ú╣ñθ��ú¼Èý│╔╣ñ│╠▀MÂ╚Á─ÐË¥Å���ú¼╔§Í┴?x¿¬)■╬ú╝░¼F(xi¿ñn)ê÷╣ñθ╚╦åTÁ─╚╦╔Ý░▓╚½����íú╦¨ÊÈ���ú¼Ëððº▒▄├Ô░l(f¿í)äËÖCÀÃı²│ú╩ºðº��ú¼▓╗Á½┐╔ÊÈÐË└m(x¿┤)┴Ò▓┐╝■Á─ı²│ú╩╣Ë├Í▄ã┌�ú¼Â°ÃÊ┐╔ÊÈ═ã▀t┴Ò▓┐╝■ãúä┌ã┌Á─╠ßÃ░íú
1╣ñθȡ└Ý┼cðÈ─▄╠Ïı¸
1.1╣ñθȡ└Ý
░l(f¿í)äËÖCãä˲X╚ª╩Ã░▓ÐbÈ┌░l(f¿í)äËÖC´w¦å═Ô▓┐Á─Ê╗╚ªËð¦å²XÁ─¢î┘┴Ò╝■�����ú¼ãõθË├͸ʬ╩Ã═¿▀^¦å²X┼cãäËÙèÖCçº║¤��ú¼îóãäËÙèÖCÁ─Ùè─▄ÌD(zhu¿ún)╗»×ÚÖCðÁ─▄└^°ĺäË░l(f¿í)äËÖC´w¦å▀MððÌD(zhu¿ún)äË���ú¼═¼òrîóãäËä¦─▄ÌD(zhu¿ún)╗»×ÚäË─▄����íúÊ‗×Ú╣ñ│╠ÖCðÁîªäË┴ªðÈ║═░l(f¿í)äËÖC¦ö│÷╣ª┬╩Ëð▒╚¦^©▀Á─ʬþ�ú¼╦¨ÊÈ«ö(d¿íng)Ã░ÈO(sh¿¿)éõÁ─äË┴ªÈ┤Ê└╚╗ÊÈâ╚(n¿¿i)╚╝░l(f¿í)äËÖC×Ú͸ú¼Â°ÃÊ═¿│ú©ÎÅ¢¦^┤¾�ú¼Í¸┴¸░l(f¿í)äËÖC╗¨▒¥ÊТø(j¿®ng)Å─120×Ú͸Í▓¢ÌD(zhu¿ún)ôQ×ÚÊÈ135×Ú͸ú¼Ê‗┤╦ãä˲X╚ªÁ─²XöÁ(sh¿┤)¤ÓîªÊ▓¦^ÂÓ��íú
1.2ðÈ─▄╠Ïı¸
Ë╔Ë┌╣ñ│╠ÖCðÁÁ─╣ñθ¼F(xi¿ñn)ê÷¡h(hu¿ón)¥│▒╚¦^Å═(f¿┤)Ùs���ú¼ÈO(sh¿¿)éõÏô¦d┤¾��ú¼▀@¥═ʬþãä˲X╚ªÈ┌╣ñθòr┴Ò▓┐╝■¥▀Ëð┴╝║├Á─┐╣ø_ô¶ðÈ─▄�����íú═¼òr��ú¼×Ú▒úÎCÈO(sh¿¿)éõ─▄ë‗ØMÎÒÚLã┌©▀Ïô║╔▀\ÌD(zhu¿ún)Á─ðÞþ���ú¼²X╚ª¦å²XÁ─ð¥▓┐▀Çʬþ¥▀Ëð┴╝║├Á─ÝgðÈú¼ÊÈ▒ÒË┌─▄ë‗╬³╩ı¦å²XÚgçº║¤«a(ch¿ún)╔·Á─ø_ô¶─▄┴┐��ú¼Â°▓╗Í┴Ë┌╩╣¦å²X▒└öÓ����íú×Ú┤╦ú¼È┌▓─┴¤Á─▀xô±║═ƒß╠Ä└Ý╣ñ╦ç╔¤¥═ʬ╝µ¯Ö╝Ë╣ñ║═╩╣Ë├â╔À¢├µÁ─ðÞþí���ú¼F(xi¿ñn)È┌Ê╗░Ò͸ÖCÅS╩╣Ë├Á─ãä˲X╚ª▓─┴¤Ê▓¢ø(j¿®ng)▀^Ê╗À¼Îâ©´����ú¼▀^╚ÑÊ‗È┌╝╝ðg(sh¿┤)╔¤Í¸Ê¬╩âÞÞb╚ı▒¥═¼¯É«a(ch¿ún)ãÀÁ─Í©ÿ╦(bi¿ío)����ú¼╗¨▒¥Â╝╩Ã▀xË├20õôú¼¼F(xi¿ñn)È┌╗¨▒¥ÊÈ45Íð╠╝õô×Ú͸�íúÊ‗×Ú45õôÁ─¥C║¤ðÈ─▄Í©ÿ╦(bi¿ío)║═▓─┴¤ðÈ─▄┐╔ÊÈØMÎÒ║═▒úÎC╚ı│ú╔·«a(ch¿ún)╩╣Ë├ʬþú¼═¼òrãõ¥C║¤╝╝ðg(sh¿┤)Í©ÿ╦(bi¿ío)▒╚▀^╚ÑÁ─20õôÊ▓ËðÍÏ┤¾╠ß╔²�����íú
2ãä˲X╚ª╩ºðºð╬╩¢╝░È¡Ê‗
´w¦åãä˲X╚ªÅ─═Ô▓┐ð╬á¯Â°ÐÈî┘Ë┌¡h(hu¿ón)ð╬¢Y(ji¿ª)ÿï(g¿░u)ú¼È┌ı²│ú╩╣Ë├▀^│╠ÍðË╔Ë┌▀B└m(x¿┤)Á──ª▓┴���íóø_ô¶║═¯lÀ▒Á─çº║¤¢ËË|Á╚È¡Ê‗�����ú¼Í┬╩╣¦å²X▒Ý├µ│÷¼F(xi¿ñn)³c╬g��íó─Ñôp�íóı█öÓÁ╚¼F(xi¿ñn)¤¾��ú¼îº(d¿úo)Í┬¦å²XÚgÈÙ┬ò����íóÚg¤ÂÎâ┤¾ú¼╔§Í┴ƒoÀ¿ı²│úçº║¤����ú¼ÖCÿï(g¿░u)ÚgƒoÀ¿▀Mðð▀\äËé¸▀fú¼▀M°îº(d¿úo)Í┬ı¹éÇ´w¦åãäË┐é│╔╩ºðº��íú╔¤╩÷¼F(xi¿ñn)¤¾╩ÃÈO(sh¿¿)éõÚLã┌▀B└m(x¿┤)╣ñθîº(d¿úo)Í┬Á─¢Y(ji¿ª)╣¹�����ú¼î┘Ë┌ı²│ú╣ñθá¯æB(t¿ñi)¤┬Á─ı²│ú╩ºðº�����íú│²┤╦Í«═Ô����ú¼È┌╣ñ│╠ÖCðÁÁ─╣ñθ¼F(xi¿ñn)ê÷┼╝áû▀Çò■Ë÷Á¢¦å²X▒└┴Ðíóı█öÓ����íó┤‗²Xíó┴Ð╝yÁ╚ÃÚør�íú┤╦¯ÉÃÚð╬▓óÀÃî┘Ë┌ı²│ú¼F(xi¿ñn)¤¾�ú¼Â°ÃÊ│÷¼F(xi¿ñn)Á─òrÖCíó╬╗Í├═¨═¨¥▀Ëð═╗░l(f¿í)║═ÙSÖCðÈ����ú¼╦¨ÊÈ░Ð┤╦¯É╩ºðºð╬╩¢Üw×ÚÀÃı²│ú╩ºðºíúÊ‗×ÚÀÃı²│ú╩ºðºÁ─ð╬╩¢ÂÓÿË���íó│╔Ê‗Å═(f¿┤)Ùs�ú¼╦¨ÊÈÈ┌ÀÍ╬÷▀^│╠ÍðÊ╗░ÒÂ╝▓╔Ë├─µ═ãÀ¿ú¼╝┤Å─╔·«a(ch¿ún)ÍãÈý║═Ðb┼õÈ┤¯^╚Ñ└ÝÃÕ│╔Ê‗�ú¼▒▄├Ô¢±║¾¯É╦ãåû¯}Á─È┘┤╬│÷¼F(xi¿ñn)íú
2.1ƒß╠Ä└Ýîº(d¿úo)Í┬ð┬²XöÓ┴Ð
È┌ãä˲X╚ª╔·«a(ch¿ún)ÍãÈý▀^│╠Íð═¿│úÂ╝░▓┼┼ËðÖC╝Ë╣ñ║═ƒß╠Ä└Ý╣ñð‗���ú¼×Ú▒úÎC«a(ch¿ún)ãÀ┘|(zh¿¼)┴┐À¹║¤╝╝ðg(sh¿┤)ʬþ�ú¼╔·«a(ch¿ún)▀^│╠ÍðÂ╝ò■îª╣ñ╦ç┬À¥Ç���íóÀ¢À¿║═▓¢¾EÁ╚▀MððËðßÿîªðÈÁ─©─╔ã����ú¼ÊÈã┌╚íÁ├║¤©±Á─«a(ch¿ún)ãÀí���ú¼F(xi¿ñn)È┌È┌ƒß╠Ä└Ý¡h(hu¿ón)╣Ø(ji¿ª)ÅVÀ║▓╔Ë├©ðæ¬(y¿®ng)(©▀¯l)┤Ò╗�����ú¼È┌îì╩®▀^│╠Íðʬþ▒ú│ͦå²X²X├µ┤Ò═©�����ú¼═¼òr²X©¨¥▀ËðÊ╗¿Á─Ë▓╗»╔¯Â╚�ú¼²X©¨â╚(n¿¿i)▓┐ätʬþ¥▀ËðÊ╗¿Á─ÝgðÈ����íúÊ‗×ÚÈ┌╣ñθ▀^│╠Íð����ú¼¦å²X▒Ý├µ¥▀ËðÊ╗¿Á─Ë▓Â╚¥═┐╔ÊÈËððº▒▄├Ôø_ô¶ÄºüÝÁ─ôp║ª�ú¼▀Ç┐╔ÊÈ╬³╩ı¦å²Xø_ô¶«a(ch¿ún)╔·Á──▄┴┐╩╣¦å²X▓╗ò■ı█öÓíú╚þ╣¹¦å²X²X©¨╬┤▀_Á¢ËððºË▓╗»╔¯Â╚���ú¼¥═ò■È┌¦å²X²X├µð╬│╔ÜêËÓë║æ¬(y¿®ng)┴ªú¼Â°ø]ËðÁ├Á¢ËððºË▓╗»Á─²X©¨ät▒ݼF(xi¿ñn)×ÚÅØ÷└¡æ¬(y¿®ng)┴ª�ú¼ÅØ÷└¡æ¬(y¿®ng)┴ªò■╩╣²X©¨Á─ÅØ÷ãúä┌ÅèÂ╚├¸´@¢ÁÁ═ú¼ç└ÍÏı▀ò■Í┬╩╣²X©¨ı█öÓÁ╚ú█2ú¦��íúÊ▓¥═ÊÔ╬ÂÍ°È┌╣ñθ▀^│╠Íð│÷¼F(xi¿ñn)Á─¦å²Xı█öÓîìÙH┼c²X©¨ø]Ëð┤Ò╗Ë▓╗»Á¢╬╗�íó²X├µËðÜêËÓë║æ¬(y¿®ng)┴ªËð║▄┤¾ÛP(gu¿ín)¤ÁíúÊ‗×Ú²X©¨▓┐╬╗Á─ÅØ÷ãúä┌ÅèÂ╚¢ÁÁ═ÊÈ║¾��ú¼²X├µÁ─Üê┤µë║æ¬(y¿®ng)┴ªÈ┌╣ñθ▀^│╠Íðò■X©¨ð╬│╔Ê╗¿Á─ë║┴ª���ú¼«ö(d¿íng)╦▓òr«a(ch¿ún)╔·Á─┴ªÎÒë‗┤¾òr�ú¼¥═ò■╩╣ãõı█öÓ����íúîì█`ÎC├¸ãä˲X╚ªÁ─ƒß╠Ä└ÝË▓╗»╔¯Â╚ø]Ëð▀_Á¢ÊÄ(gu¿®)¿ʬþ�����ú¼╩Ããä˲X╚ª░l(f¿í)╔·ÀÃı²│úı█öÓÁ─͸ʬȡÊ‗Í«Ê╗�����íú
2.2▓─┴¤┴Ð╝y┼cÈ¡└Ýı`▓¯îº(d¿úo)Í┬╩ºðº
╣ñ│╠ÖCðÁãä˲X╚ª▓─┴¤─┐Ã░Ùm╚╗ÊÈ45õô×Ú͸��ú¼Á½╩ÃÊ▓ËðÊ╗ð®«a(ch¿ún)ãÀÊ‗╩╣Ë├ʬþÁ─È¡Ê‗�����ú¼È┌▓─┴¤Á─▀xô±╔¤┤µÈ┌▓¯«É����íú└²╚þ:─│╣½╦¥È┌ãõ150¤Á┴ð┤¾╣ª┬╩©▀╦┘▓±Ë═ÖC╔¤�����ú¼ãä˲X╚ª▀xô±45Crõô����ú¼È┌©▀¯l┤Ò╗▀^│╠ÍðÿOÊΫa(ch¿ún)╔·┴Ð╝yíúãõÍð╝╚Ëðƒß╠Ä└Ý╣ñ╦çÁ─È¡Ê‗�ú¼Ê▓Ëð▓─┴¤ÎÈ╔ÝÁ─È¡Ê‗(╠╝║¼┴┐©▀)����ú¼▀@╩Ãί│úÊèÁ─ÀÃı²│ú╩ºðºð╬╩¢���ú¼▀ÇËð¦å²X²X©¨┼c╣Ø(ji¿ª)êA╬╗Í├È┌ƒß╠Ä└Ý▀^│╠ÍðÊ▓╚¦ÊΫa(ch¿ún)╔·Ú_┴Ðú█3ú¦����íúθı▀È¡╣ñθå╬╬╗È┌²X╚ªÁ─╔·«a(ch¿ún)▀^│╠ÍðÊ▓ÂÓ┤╬Ë÷Á¢╔¤╩÷¯É╦ãåû¯}�����ú¼È¡Ê‗È┌Ë┌È¡▓─┴¤╣®æ¬(y¿®ng)å╬╬╗Á─õô▓─║¼╠╝┴┐▀^©▀����ú¼îº(d¿úo)Í┬▓─┴¤Ë▓Â╚▀^┤¾����ú¼È┘¢ø(j¿®ng)▀^┤Ò╗║¾¦å²X▒Ý├µË▓Â╚©▀Ë┌60HRC(ÈO(sh¿¿)ËïʬþÈ┌55í½58HRC)íúÊ╗Á®═Â╚Ù╣ñ│╠ÖCðÁ╩╣Ë├Ë÷Á¢╦▓òr╩▄┴ª▀^¦d�ú¼¥═ò■îº(d¿úo)Í┬È┌æ¬(y¿®ng)┴ª╝»Íð▓┐ÀÍ░l(f¿í)╔·ÀÃı²│ú╩ºðºíú▀@ÀN╩ºðºÃÚð╬¥▀ËðÊ╗¿Á─Ù[▒╬ðÈ����ú¼▓óÀÃÈO(sh¿¿)ËïÈ¡└Ýåû¯}║═│úÊè¼F(xi¿ñn)¤¾�ú¼Ê╗Á®░l(f¿í)╔·┼┼▓ÚãüÝËð║▄┤¾ÙyÂ╚���ú¼Á½┤_îì╩Ãîº(d¿úo)Í┬╩ºðºÁ─͸ʬ│╔Ê‗�����íú│²┤╦Í«═Ô��ú¼▀ÇËð²X©¨▓┐╬╗Á─ÈO(sh¿¿)Ëïåû¯}���íú²X©¨¤ÓîªÅèÂ╚▓╗ÎÒíó²X©¨êA¢Ã÷┬╩Á─┤¾ðíÊ▓╩Ãîº(d¿úo)Í┬╩ºðºÁ─Ê╗éÇıTÊ‗ú█4ú¦�����íú
2.3╝Ë╣ñ▀^│╠îº(d¿úo)Í┬╩ºðº
θı▀È¡╣ñθå╬╬╗È┌ãä˲X╚ª¢ø(j¿®ng)▀^ÖC╝Ë╣ñ╣ñð‗║¾�ú¼║¾└m(x¿┤)ò■░▓┼┼ØL²X║═Á╣¢Ã╣ñð‗ú¼├½┼¸╝■È┌ØL²X║═Á╣¢Ã║¾����ú¼È┌²X├µ║═²X©¨╠ÄîìÙHò■┴¶Ëð╝Ë╣ñÀe║█íú▀@╩ÃÁÂ¥▀È┌╣ñ╝■▒Ý├µØL▀^�����íó┼c▓─┴¤¢ËË|°ð╬│╔Á─Ê╗ÀN═ãöD¼F(xi¿ñn)¤¾íú╚þ╣¹▓╗╝ËÊÈÃÕ│²�����ú¼È┌║¾ã┌┴Ò▓┐╝■Ðb┼õ═Â╚Ù╩╣Ë├║¾��ú¼Àe║█╠Äò■ð╬│╔æ¬(y¿®ng)┴ª╝»Íðà^(q¿▒)��ú¼æ¬(y¿®ng)┴ª╝»Íð³c¥═╬╗Ë┌Àe║█╬╗Í├╔¤��ú¼¦å²XÁ─╩ºðº┬╩¤╚Å─Àe║█╬╗Í├ı╣Ú_����ú¼Ëðð®¦å²XÁ─▒└öÓ¥═┼c┤╦ËðÛP(gu¿ín)íú×Ú┤╦�ú¼È┌ÖC╝Ë╣ñ╣ñð‗¢Y(ji¿ª)╩°║¾���ú¼═¨═¨Ê¬░▓┼┼Ê╗éÇ╣Ôı¹╣ñð‗�ú¼═¿▀^╣Ôı¹ÃÕ│²Àe║█�ú¼▒▄├ÔÊÈ║¾È┌ÈO(sh¿¿)éõ═Â╚Ù╩╣Ë├║¾Â°░l(f¿í)╔·ÀÃı²│úÁ─╩ºðºíú
2.4▀^Ë»Ðb┼õ╝░┘|(zh¿¼)┴┐╣▄└Ýåû¯}
░l(f¿í)äËÖCãä˲X╚ª┼c´w¦åÐb┼õ▀^│╠Íð▓╔Ë├▀^Ë»┼õ║¤�ú¼▀^Ë»┴┐Á─┤¾ðíÍ▒¢ËÛP(gu¿ín)¤ÁÁ¢ãä˲X╚ª┼c´w¦å¢ËË|├µ╔¤Á─æ¬(y¿®ng)┴ª┤¾ðíú¼Â°ÃÊ▀@ÀNÎâ╗»╩Ã│╔ı²▒╚Îâ╗»ú█5ú¦íú▀^Ë»┼õ║¤▀^│╠Íð���ú¼îª┴Ò▓┐╝■«a(ch¿ún)╔·Á─ë║┴ª¤Ó▒╚¦^Ê▓╩ÃÙSÍ°▀^Ë»┴┐Á─Îâ╗»Â°Îâ╗»��íú×ÚÀ└Í╣ÀÃı²│ú╩ºðºÁ─│÷¼F(xi¿ñn)���ú¼▒úÎC┴Ò▓┐╝■Ðb┼õ═Û«à║¾Á─ı²│ú╩╣Ë├ú¼îª▀^Ë»┴┐Á─┐ÏÍã´@Á├Ë╚×ÚÍÏʬ����íúãõ┤╬╩Ãîªı¹éÇ╔·«a(ch¿ún)ÍãÈý▀^│╠Íð┘|(zh¿¼)┴┐Á─▒O(ji¿ín)╣▄åû¯}íú│²╚ÑÈ¡└ÝðÈåû¯}═Ô����ú¼║▄ÂÓÀÃı²│ú╩ºðºüÝÈ┤Ë┌┘|(zh¿¼)┴┐╣▄└Ýåû¯}ú¼▒╚╚þÖz‗סh(hu¿ón)╣Ø(ji¿ª)���ú¼È┌îª┴Ò╝■▀Mðð┤┼À█╠¢é¹║¾�ú¼▀Çʬ▀Mððãõ╦¹╝╝ðg(sh¿┤)Öz‗×���ú¼│²╚Ñ▓─┴¤║¼╠╝┴┐Á─Öz£y�ú¼ƒß╠Ä└Ý║¾┴Ò╝■Ë▓Â╚Á─Öz‗×�íó╔·«a(ch¿ún)Íðð╬╬╗│▀┤þÁ─Öz‗×Á╚Ê▓╩ÃÛP(gu¿ín)µIíú«ö(d¿íng)Ã░▒M╣▄ã¹▄çððÿI(y¿¿)ÊТø(j¿®ng)╚½▓┐╝{╚Ù16949¾w¤Á╗»╣▄└Ýú¼Á½╩ÃÈ┌¥▀¾w▓┘θ▀^│╠ÍðÊ└╚╗ËðéÇäeåû¯}Ï¢┤²╠ß©▀║═¢ÔøQ�íú
3¢ÔøQîª▓▀║═À¢À¿
ßÿîªîº(d¿úo)Í┬╣ñ│╠ÖCðÁ░l(f¿í)äËÖCãä˲X╚ªÀÃı²│ú╩ºðºÁ─È¡Ê‗ú¼Ê¬ÅÏÁ΢ÔøQðÞʬ¤╚¢ÔøQ║├ÄÎéÇÀ¢├µÁ─åû¯}����íú╩Τ╚ú¼Ê¬ç└░Ð▀x▓─ÛP(gu¿ín)�íúîª▀M╚Ù╔·«a(ch¿ún)┴¸│╠Á─È¡▓─┴¤▀Mðð└Ý╗»Öz‗×ú¼┤_▒úȬ╦ÏÍ©ÿ╦(bi¿ío)À¹║¤╝╝ðg(sh¿┤)ʬþ�íúÈ┌├½┼¸ÕæÈý▀^│╠Íðú¼À└Í╣Ê‗×ÚÕæÈý╣ñ╦ç▓╗║¤└Ý°îº(d¿úo)Í┬Á─¢î┘â╚(n¿¿i)▓┐¢M┐ùÁ─æ¬(y¿®ng)┴ª╝»Íð��íóÚ_┴ÐÁ╚åû¯}│÷¼F(xi¿ñn)���ú¼Ê¬Å─È┤¯^Ú_╩╝▒O(ji¿ín)╣▄▓ó╝ËÊÈÂ┼¢^���íúÍϳcç└┐Ï╔·«a(ch¿ún)Ðb┼õ¡h(hu¿ón)╣Ø(ji¿ª)ú¼ßÿîªÖC╝Ë╣ñ▀^│╠ÍðÈ┌╣ñ╝■▒Ý├µ«a(ch¿ún)╔·Á─Àe║█����ú¼Ê¬░▓┼┼îúÚT╣ñð‗▀MððÃÕ└Ý�ú¼À└Í╣æ¬(y¿®ng)┴ª╝»Íð┤µÈ┌íúÈ┌ƒß╠Ä└Ý╣ñð‗¡h(hu¿ón)╣Ø(ji¿ª)�ú¼îª▓╗═¼ð╬á¯│▀┤þÁ─²X╚ªÊ¬ç└©±╣ñ╦çʬþú¼À└Í╣│÷¼F(xi¿ñn)▀^┤Ò╗‗ı▀ÃÀ┤ÒÊÈ╝░┤Ò▓╗═©Á╚¼F(xi¿ñn)¤¾íú═¼òr�ú¼Î÷║├╚½│╠Á─Öz‗×ÊÄ(gu¿®)│╠Á─Íã¿║═░▓┼┼ú¼Ê¬░Ð│ÚÖz║═ÎÈÖz¤Ó¢Y(ji¿ª)║¤�ú¼À└Í╣Ë╔Ë┌╩Þ┬®îº(d¿úo)Í┬▓╗║¤©±ãÀÁ─┴¸│÷íúί║¾�ú¼Ê¬╝Ë┤¾îª░▓Ðb║═Ðb┼õ╣ñ╚╦Á─┼ÓËû(x¿┤n)ú¼Î÷║├╣ñÐbèA¥▀¥½Â╚Á─┐ÏÍã�����ú¼Å─Ðb┼õ¡h(hu¿ón)╣Ø(ji¿ª)┐ÏÍãı`▓¯ÀÂç·║═Öz£y╣ñθú█6ú¦�ú¼┤_▒úãä˲X╚ª╔·«a(ch¿ún)ÍãÈýÐb┼õ¡h(hu¿ón)╣Ø(ji¿ª)┘|(zh¿¼)┴┐ú¼¤¹│²ÀÃı²│ú╩ºðºÁ─È┤¯^�����íú
4¢Y(ji¿ª)ıZ
È┌╣ñ│╠ÖCðÁЩ├═░l(f¿í)ı╣Á─¢±╠ý�����ú¼░l(f¿í)äËÖCãä˲X╚ª┘|(zh¿¼)┴┐Á─â×(y¿¡u)┴ËøQ¿┴╦â╚(n¿¿i)╚╝ÖCı²│ú│Í└m(x¿┤)╣ñθÁ─Í▄ã┌���ú¼Ê‗×Úãä˲X╚ªÁ─åû¯}║▄┐╔─▄îº(d¿úo)Í┬ı¹┼_ÈO(sh¿¿)éõ╠ßÃ░│÷¼F(xi¿ñn)ÀÃı²│ú╩ºðº��íú▀@ÀN¼F(xi¿ñn)¤¾Èý│╔Á─Ë░Ýæ║═ôp╩º╩Ã¥Ì┤¾Á─���ú¼Ðð¥┐ÀÃı²│ú╩ºðº¥═╩Ã×Úı²│ú╣ñθ╠ß╣®╝╝ðg(sh¿┤)▒úı¤║═ͺ│Í�ú¼╬┤üÝ▒M┐╔─▄£p╔┘╗‗ı▀▓╗░l(f¿í)╔·ÀÃı²│ú╩ºðºÁ─¼F(xi¿ñn)¤¾�����ú¼╩╣ÈO(sh¿¿)éõ─▄ÚLã┌░l(f¿í)ô]╦³Á─â×(y¿¡u)ä¦�����ú¼äô(chu¿ñng)Èý©³ÂÓÁ─ârÍÁ�����íú
ÜgË¡ÌD(zhu¿ún)¦dÀͤÝ����ú¼ÌD(zhu¿ún)¦dÎó├¸═┌¥‗ÖC╝ËÚL▒█íó▓ÿÃÖC╝ËÚL▒█�����íóÎÑ─¥ã¸���íó┐ýôQ¢Ë¯^�íó╦╔═┴ã¸îúÿI(y¿¿)
╣┘À¢¥W(w¿úng)ı¥ÁÏÍÀhttp://www.introvertable.comÀÃ│ú©ðÍx�����úí

 ┤¾ðí▒█/╝ËÚL▒█
┤¾ðí▒█/╝ËÚL▒█  ═┌¥‗ÖC═┌ÂÀ
═┌¥‗ÖC═┌ÂÀ  Ê║ë║╝¶/Ê║ë║ÒQ
Ê║ë║╝¶/Ê║ë║ÒQ  ╦╔═┴ã¸
╦╔═┴㸠
 ı±äËÕN/┤‗ÿ¤Á┴ð
ı±äËÕN/┤‗ÿ¤Á┴ð  ãã╦ÚÕN
ãã╦ÚÕN  ÎÑ─¥ã¸ú¿▓µ╩¢ÎÑΪú®
ÎÑ─¥ã¸ú¿▓µ╩¢ÎÑΪú® 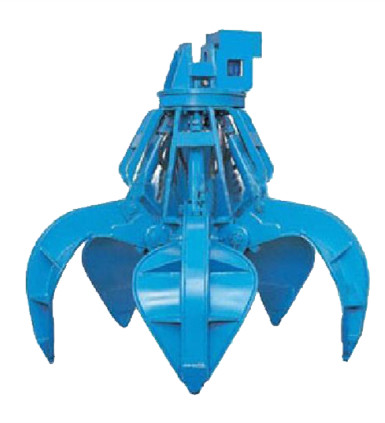 ÎÑÒQã¸ú¿├À╗¿ÎÑΪú®
ÎÑÒQã¸ú¿├À╗¿ÎÑΪú®  ┐ýôQÐbÍ├
┐ýôQÐbÍ├ 







 ┬ô(li¿ón)¤Á╬Êéâ Contact us
┬ô(li¿ón)¤Á╬Êéâ Contact us 
 ╬óð┼Â■¥S┤a
╬óð┼Â■¥S┤a  ╬ó▓®Â■¥S┤a
╬ó▓®Â■¥S┤a